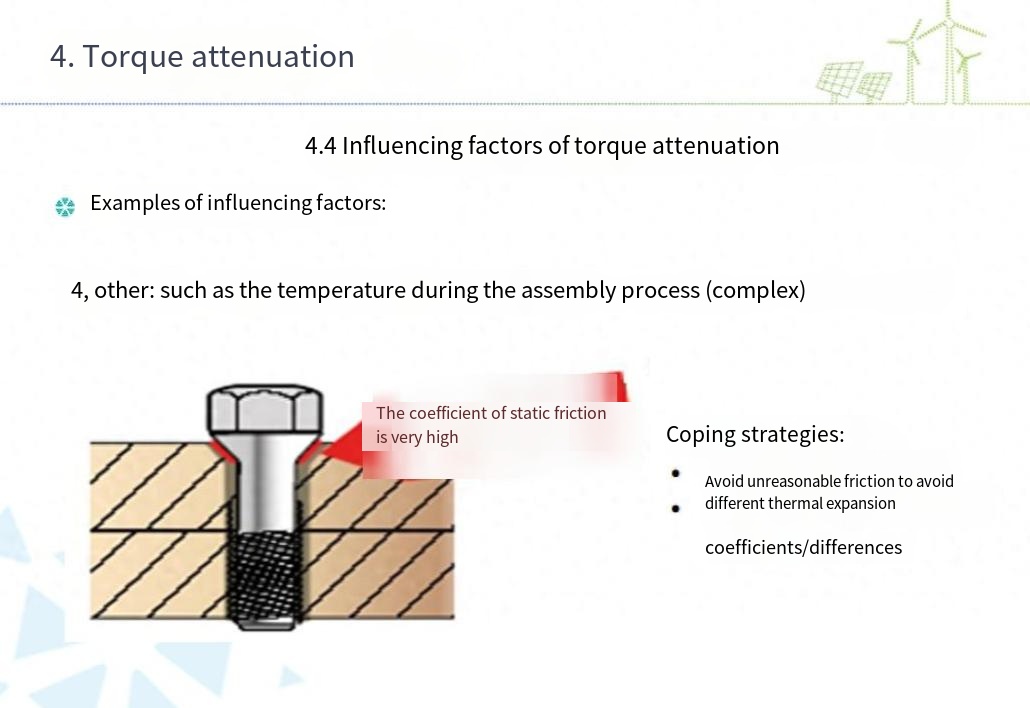

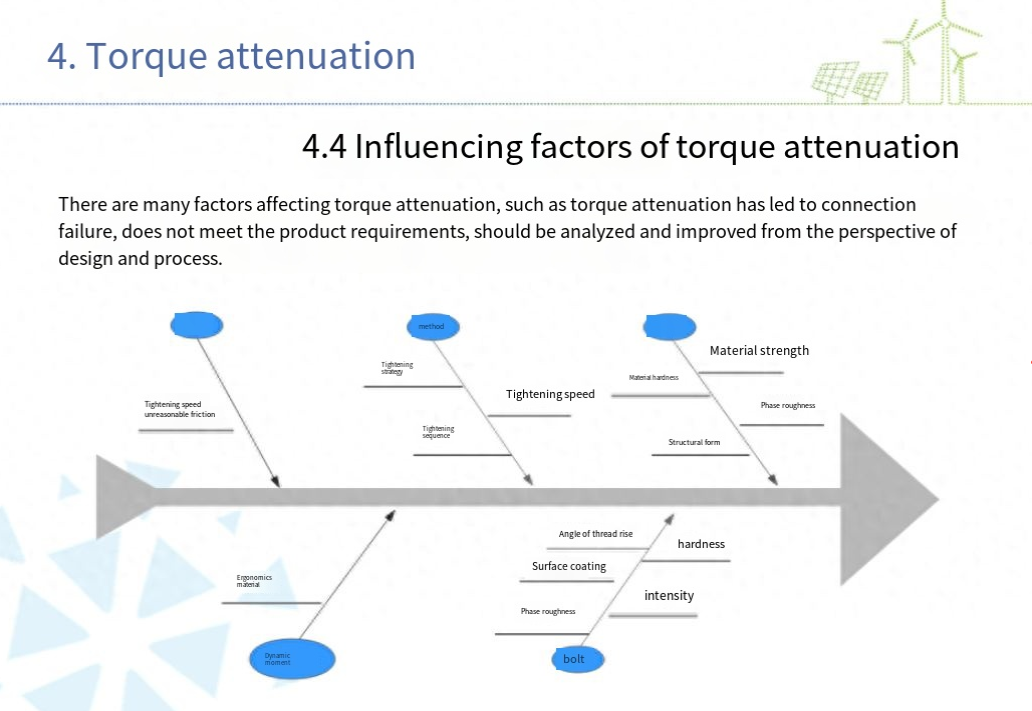
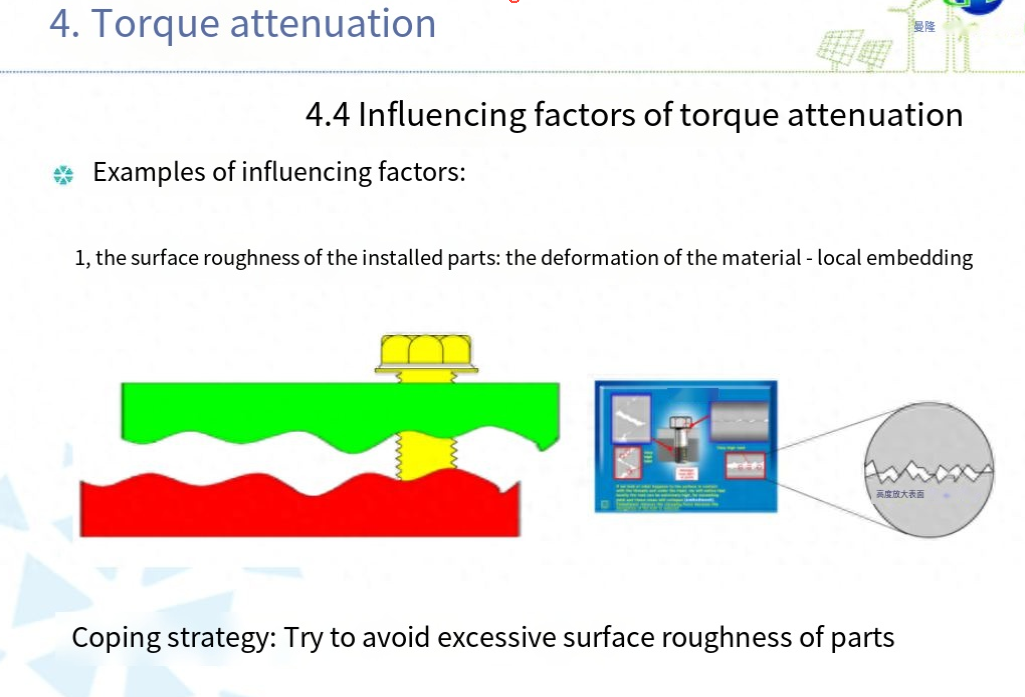
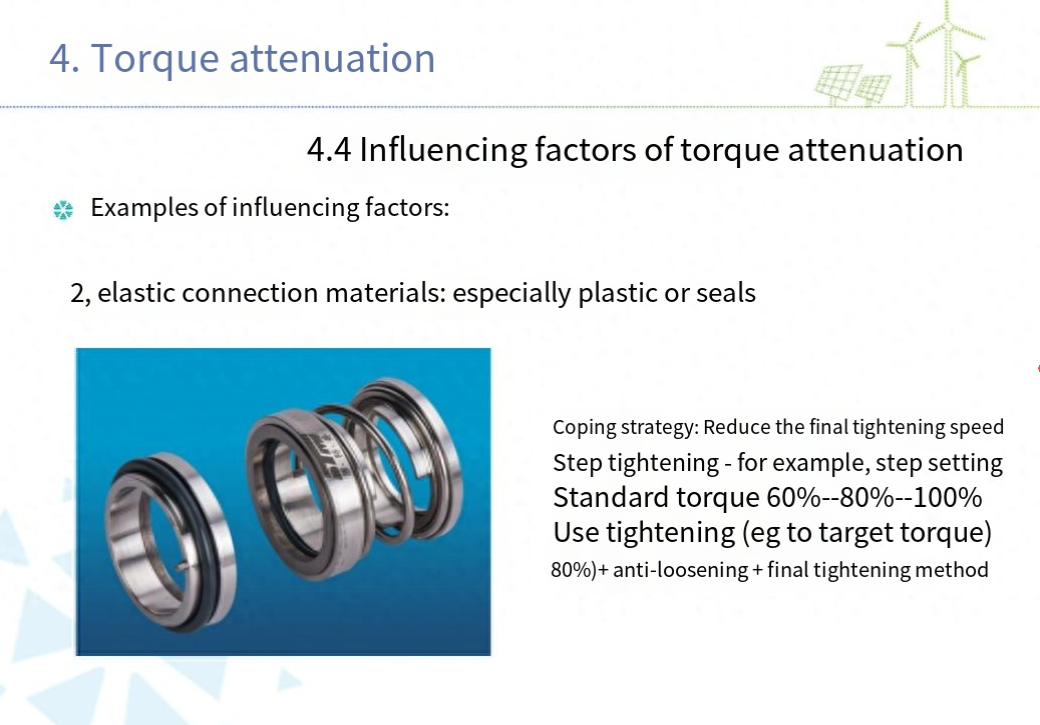
Torkun zəifləməsinə təsir edən bir çox amil var, müxtəlif formalarda fırlanma anının zəifləməsinin yaxşılaşdırılması tədbirləri eyni deyil, yuxarıdakı məzmunu əhatə edir, proses və dizayn baxımından ümumi təkmilləşdirmə tədbirlərini nəzərdən keçirmək üçün aşağıdakı kimi ümumiləşdirilir, əlbəttə ki, təkmilləşdirmə tədbirlər aşağıdakı məzmunla məhdudlaşmır.Dizayn bucağı:1.Səthin pürüzlülüyü: səthin pürüzlülüyü nə qədər kiçik olarsa, materialın səthi daha hamar olar və bərkidildikdən sonra fırlanma momentinin zəifləməsi bir o qədər kiçik olar.2.Materialın sərtliyi: Materialın sərtliyini yaxşılaşdırın, material səthi bir-biri ilə nə qədər çətinləşərsə, fırlanma momentinin zəifləməsi bir o qədər az olar.3.Elastik materiallar: plastik və ya rezin və s. mümkün qədər az istifadə edilməlidir.Zəruri hallarda, zəiflədikdən sonra sıxma gücünün məhsul tələblərinə cavab verməsini təmin etmək üçün hərtərəfli sıxma strategiyası tərtib edilməlidir.4, boltun seçimi: incə dişli bolt qaba dişlərlə müqayisədə daha kiçikdir, vint bucağı da kiçikdir, istifadə olunmur. gevşetmək asandır, buna görə də incə dişlərin istifadəsi bolt fırlanma momentinin zəifləməsi qaba dişlərdən daha aşağı olacaq
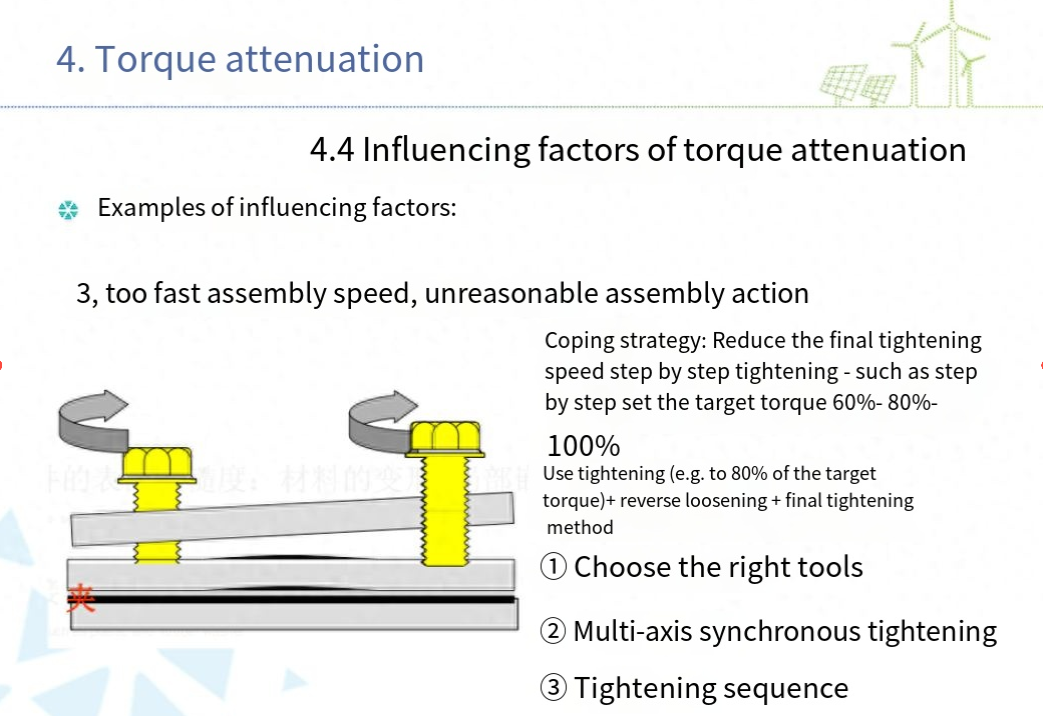
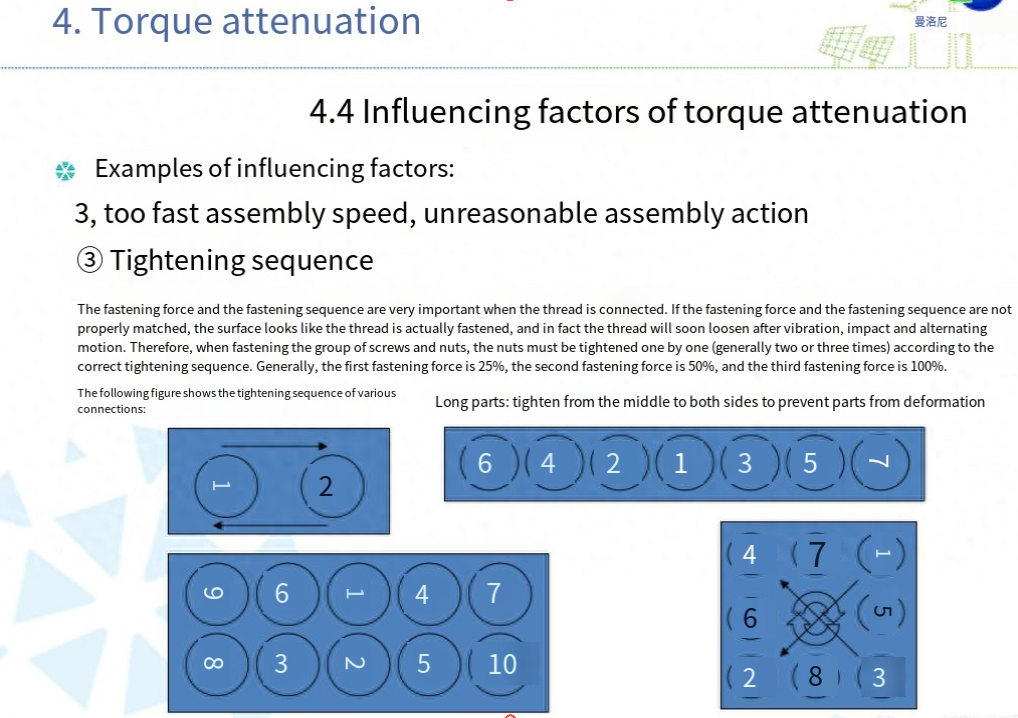
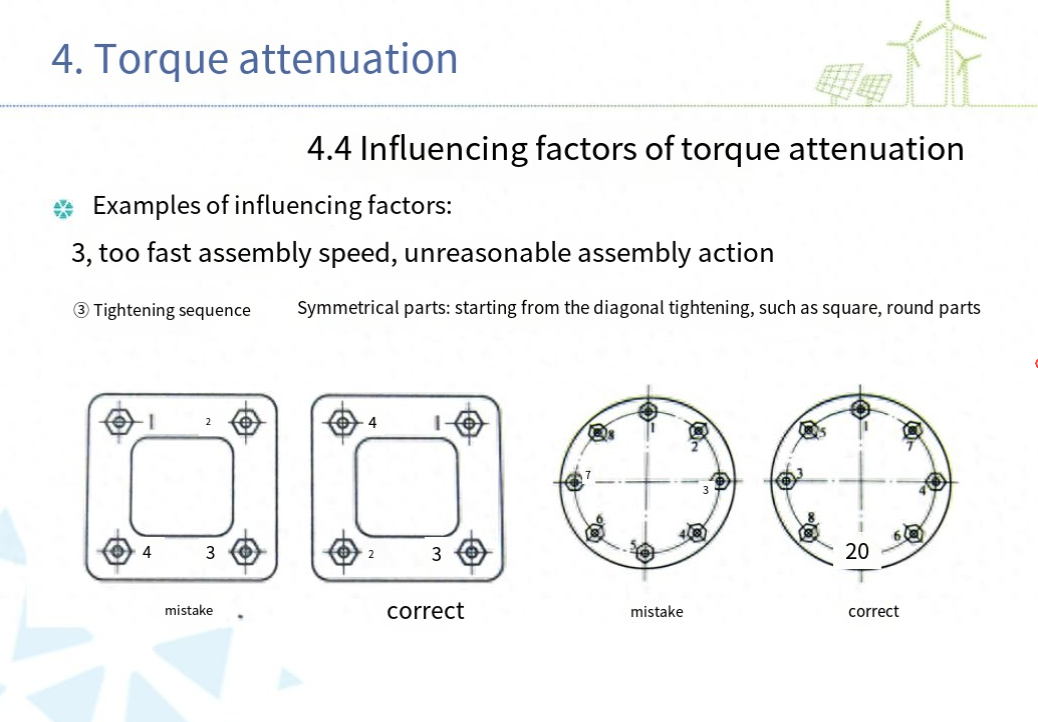
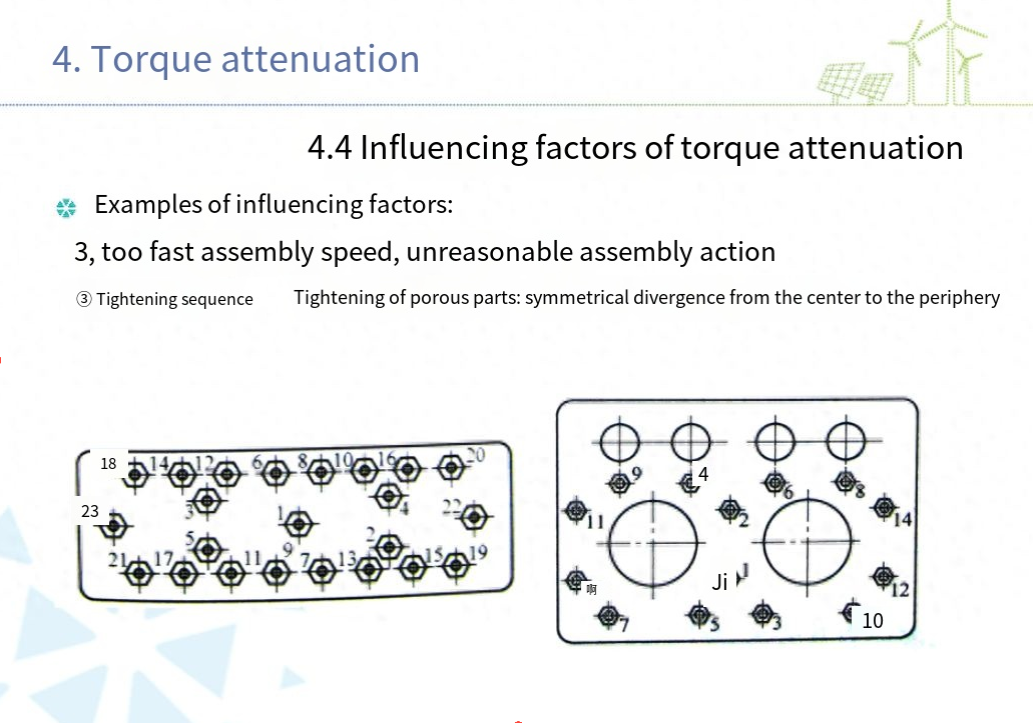
Proses bucağı: 1.Sıxma strategiyası: Dartma strategiyasını, iki addımlı sıxma və ya çox addımlı bərkitməni dəyişdirin və elastik gərginliyi azad etmək və zəifləməni azaltmaq üçün bərkitmə prosesində 50 ms fasilə verin.2.Sıxma sürəti: İş parçası sıxıldıqda, burr daha böyük sıxma qüvvəsi altında ayrılır, "daha qısa" sıxma qüvvəsi azalır, qalıq fırlanma anı sinxron şəkildə azalır, bərkidilmə sürəti nə qədər tez olarsa, buruqun ilkin deformasiyası nə qədər kiçik olarsa, qalıq bir o qədər çox olar. fırlanma anı azalır, buna görə də sıxma sürətinin azaldılması fırlanma momentinin zəifləməsini azalda bilər.3.Sıxma ardıcıllığı: Tək oxlu bərkitməni eyni vaxtda bir neçə ox sıxma ilə dəyişdirin, bu da fırlanma momentinin zəifləməsini azalda bilər: və ya fırlanma anının zəifləməsini də azalda bilən bir oxlu çox addımlı tədricən hədəf torkuna sıxma aparın.
Göndərmə vaxtı: 04 sentyabr 2023-cü il